Industry News
Latest Bearing Industry News & Solutions

Latest Bearing Industry News & Solutions
Miniature precision bearings are core rotating components widely used in handheld power tools, home appliances, and medical device equipment. While many buyers only compare bearing model numbers and prices, the real difference in service life, low noise, and dimensional stability comes from the whole machining process from turning to fine grinding.

Our website’s top search terms include miniature precision bearings, precision bearing, bearings for handheld power tools, medical device bearings, bearings for home appliances. End users of these products have strict requirements for low deformation, high concentricity, and long fatigue life. Every processing step shown in our production photos directly determines the final quality of Nova bearings.
This article breaks down the full machining workflow of miniature deep groove ball bearings, explains how each process controls tolerance, and shows how we match finished products to high-end equipment application scenarios.
1. Rough Turning: The Foundation of Bearing Ring Blanks
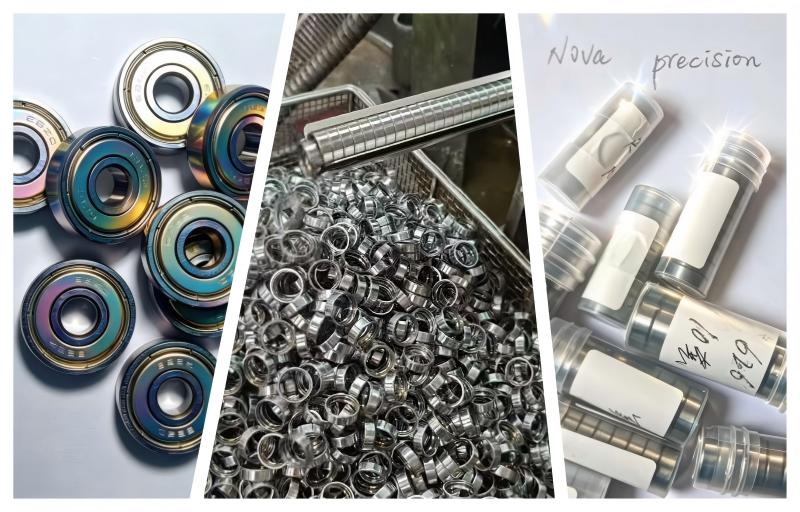
The first picture on the left shows our automatic lathe processing bearing steel bars into ring blanks. This is the starting point that lays the foundation for all subsequent precision work.
Processing details
We use high-carbon 52100 chrome bearing steel raw material, cut into fixed-length bars, and fed continuously into CNC lathes.
The machine finishes the inner bore, outer diameter, and raceway profile in one clamping. One-time clamping effectively avoids concentricity errors caused by repeated repositioning.
We strictly control the turning allowance, leaving only 0.25–0.35mm material for later fine grinding. Too large an allowance will bring excessive grinding stress, while too little material cannot remove the surface defects after heat treatment.
Quality control points
We ensure uniform wall thickness of each ring. Uneven thickness will lead to uneven quenching deformation in the later heat treatment (22 process and 55 method).
The surface roughness after turning is kept below Ra 3.2, so no turning tool marks remain after quenching and tempering.
This step ensures every blank has consistent geometry before entering the heat treatment workshop.

2. Heat Treatment & Oxide Surface Control
The middle photo displays finished bearing rings with colorful tempered oxide layers. This rainbow-colored surface is a visual marker of standardized quenching and tempering.
Two mainstream heat treatment routes
22 single-cycle process for home appliance bearings
One quenching plus one low-temperature tempering shortens the production cycle, keeps production costs low, and meets the needs of bulk low-load home appliance motor orders. The oxide color is even without local overheating.
55 double-cycle method for high-precision bearings

Two rounds of quenching, tempering, plus cryogenic stabilization treatment lock residual austenite below 2%. This process is specially used for medical device bearings and high-speed power tool bearings, effectively preventing long-term dimensional drift.
Key inspection
We judge heating uniformity directly by the surface color of the bearing ring. Mixed dark spots mean local overheating, which will cause early fatigue spalling when the bearing runs at high RPM. Only rings with consistent rainbow oxide color can enter the fine grinding process.
3. Fine Grinding: Achieving P5/P6 Precision Tolerance
The right-hand picture shows our vertical grinder finishing the outer ring raceway, which is the most critical step to reach miniature precision bearing standards.
Precision grinding steps
Inner bore grinding first: We grind the inner diameter to the finished tolerance first, taking the inner hole as the positioning reference to guarantee coaxiality between inner and outer circles.
Raceway superfinishing: The raceway contact surface gets superfine polishing after rough grinding. The superfinished raceway reduces contact friction, lowers running noise, and extends fatigue life by more than 35%.
Outer diameter finish grinding: The final outer circle is machined with ultra-small cutting depth to avoid new residual stress.
Tolerance achievement
After this set of grinding procedures, we can stably control dimensional tolerance within 0.003mm, fully meeting P6 and P5 precision grades required for miniature precision bearings. Thin-wall 68 and 69 series miniature rings will not lose roundness after finishing.
4. Full Process Control Matched to Different Application Scenarios
We tailor the whole machining flow according to customers’ end-use equipment, fully matching the popular search categories on our website:
Scenario 1: Bearings for home appliances
For washing machine motors, fan motors, and other low-load household equipment, we adopt the 22 heat treatment + standard grinding flow. This keeps cost competitive while meeting basic noise and life requirements for bulk orders.
Scenario 2: Bearings for handheld power tools
Angle grinders and electric drills run continuously above 3000 RPM. We use the 55 double-cycle heat treatment plus raceway superfinishing. The low-stress grinding ensures the bearing will not deform after long hours of high-speed rotation.
Scenario 3: Medical device bearings
Medical laboratory equipment and portable medical instruments demand zero dimensional change. We add cryogenic stabilization after double quenching, and carry out three rounds of stress relief grinding to guarantee ultra-stable precision in cleanroom working environments.
Comparison table of two production routes
| Process Route | 22 Process Standard Grade | 55 Process Heavy-Duty Grade |
| Residual Austenite | 6%~9% | s3um |
| Post-Heat-Treatment Deformation | 5-8um | P6/P5 |
| Primary Application | Home appliance bearings | Ra 0.08 |
| Best Application | Consumer small electric drills | Industrial high-speed angle grinders |
After machining, all bearings go through automatic clearance sorting, high-temperature resistant grease filling and shield sealing. We carry out noise and roundness testing batch by batch to eliminate defective goods before shipment.


